





































What components make up a tire?
|

A bicycle tire consists of three basic elements: the carcass, the bead core and the rubber tread. Furthermore, almost all Schwalbe tires have a puncture protection belt.
The bead core of the tire determines its diameter and ensures a secure seat on the rim. Generally the bead core of a tire consists of a wire bundle. In folding tires, the wire is replaced with a hoop of aramid fibers.
The carcass is the “framework” of the tire. The textile material is rubber coated on both sides and cut at a 45 degree angle. With this angle placed in the rolling direction, the carcass provides the tire’s necessary stability. All Schwalbe carcasses are made of polyamide (nylon). Depending on the quality requirements of the tire, the carcass materials are woven in various densities.
The rubber compound of a tire consists of several components:
■ Natural and synthetic rubber
■ Fillers, e.g. carbon black, chalk, silica
■ Softeners, e.g. oils and lubricants
■ Anti-aging agents (aromatic amines)
■ Vulcanizing aids, e.g. sulphur
■ Vulcanization accelerators; e.g. zinc oxide
■ Pigments and dyes
Depending on the compound, the rubber content is around 40-60%. The filler amounts to 15-30% and the remaining components approx. 20-35%.
Almost all Schwalbe tires have a puncture protection belt, with the exception of special lightweight and sports tires, where this feature is purposely excluded. Even our standard tires are equipped with an effective puncture protection belt made of natural rubber and reinforced with Kevlar® fibers (K-Guard). In the case of the Marathon tires the 3 mm thick GreenGuard ensures the renowned high puncture protection. Furthermore, our top of the range tires have highly efficient puncture protection systems, which are specifically adapted to particular requirements, for example RaceGuard, V-Guard or SmartGuard.
How is a bicycle tire manufactured?
|
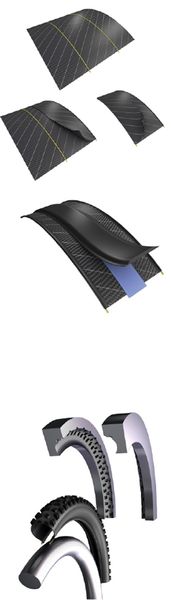
The tire is manufactured from the prepared materials in a unique process. This is highly labor intensive and of course facilitated by using the latest modern machinery.
The carcass is applied to the building drum, cut and then spliced. As a next step, the wire or aramid bundles are inserted and the carcass is folded from both sides. The 45 degree-angle carcass material is now layered and forms a tire with a diagonal structure.
In this phase, the respective puncture protection layer is inserted. Finally, the tread is applied exactly in the center of the tire.

But the green tire is still in a pliable form without a tread. Only during the vulcanization process in the mold, does the tire get its tread and its elastic properties.

The green tire is pressed into a tire mold by a special heating tube and – like in a waffle iron - vulcanized at approx. 170 degrees for five to six minutes.
Only after vulcanization can it be called rubber. Now the tire has its elastic properties and its tread.
After the production process every tire undergoes a strict quality control. Every tire is meticulously inspected once again. Continuous checking of random samples ensures correct weight and run-out.
What does EPI mean in relation to the carcass?
|

The density of the carcass fabric is expressed in EPI or TPI (Ends Per Inch, Threads Per Inch). The range of carcasses used, for example, for bicycle tires are 20, 24, 37, 50, 67 and 127 EPI.
In principle, the more close-meshed a carcass is woven, the higher the quality of the tire. A dense carcass is important for low rolling resistance and good riding properties. At the same time, puncture protection increases, because carcasses with a high strand density are difficult to puncture.
However, this does not apply to the extremely fine 127 EPI carcasses, as each strand is sheer and quite vulnerable. The best compromise for low weight and resistance is around 67 EPI.
In most of our top tires we use a 67 EPI carcass. Weight and rolling resistance can be reduced even further by using a 127 EPI carcass. But at the same time, these tires are more vulnerable to damage. Therefore, we intentionally use the 127 EPI carcasses only for light competition tires, where weight is an important factor.
Most bicycle tires worldwide are certainly manufactured with coarse 20 or 24 EPI materials. This material has no longer been used at all by Schwalbe for a couple of years now. Even very low-priced Schwalbe tires already have a state-of-the-art 50 EPI carcass.
But be cautious when comparing EPI indications, as often the number of strands of all carcass layers are added together. An indication of 200 TPI results e.g. from 3 layers of 67 EPI each underneath the tread. With all EPI numbers above 150, it should be assumed that the figures have been calculated by adding up the strands in all layers. Schwalbe only indicates the material density in one carcass layer. Commonly, there are 3 carcass layers underneath the tread.
Does a perfect rubber compound exist?
|

A rubber compound should have various properties that are to some extent contradictory: Low rolling resistance, good adhesion, low abrasion, long durability, solid lugs (MTB), etc.
The conflicting targets of low rolling resistance and good wet adhesion always attract particular attention. Good adhesion implies that the tire must “absorb” a lot of energy while low rolling resistance requires a rubber compound with low energy “consumption”. A good compromise is achieved with SILICA filler for example.
We prepare universal compounds which comprise all relevant properties as far as possible, as well as special compounds with extreme characteristics. The universal compounds are used, for example, for the ENDURANCE rubber compound in the case of the Marathon tire or the SPEEDGRIP compound in the case of the sport tires. A very effective possibility to optimize all relevant properties in one tire is the Triple Compound Technology. Special rubber compounds are used in various areas of the tread – substructure, bead seat, center – which exploit their respective strengths.

